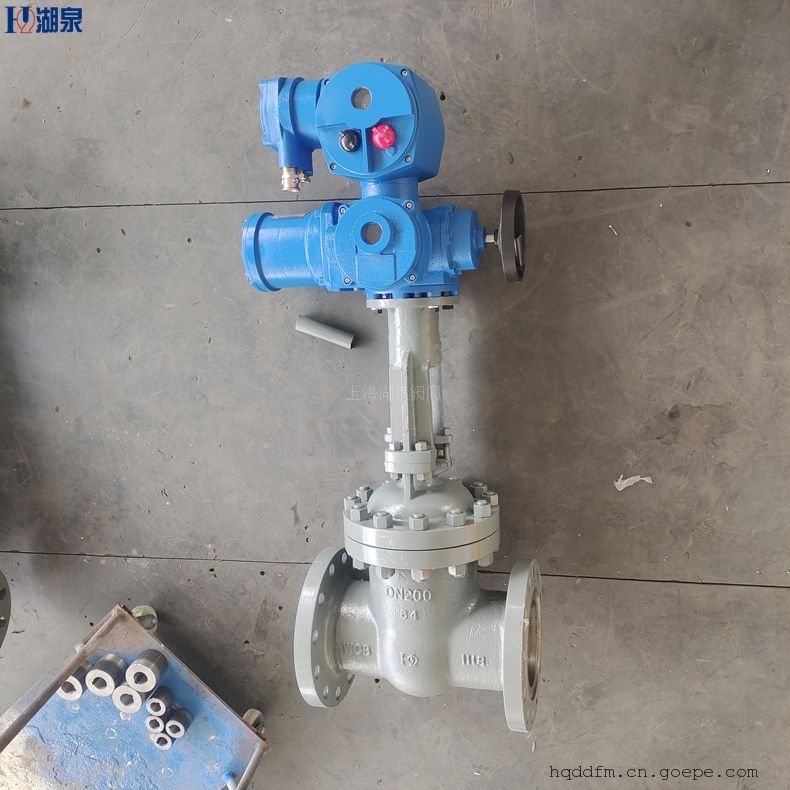
电动蝶阀
电动蝶阀又叫电动翻板阀,是一种结构简单的调节阀,可用于低压管道介质的开关控制的蝶阀是指关闭件(阀瓣或蝶板)为圆盘,围绕阀轴旋转来达到开启与关闭的一种阀,阀门可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。在管道上主要起切断和节流作用。电动蝶阀启闭件是一个圆盘形的蝶板,在阀体内绕其自身的轴线旋转,从而达到启闭或调节的目的。今天小编给大家讲讲大型蝶阀的方法:
一、
电动蝶阀结构分析
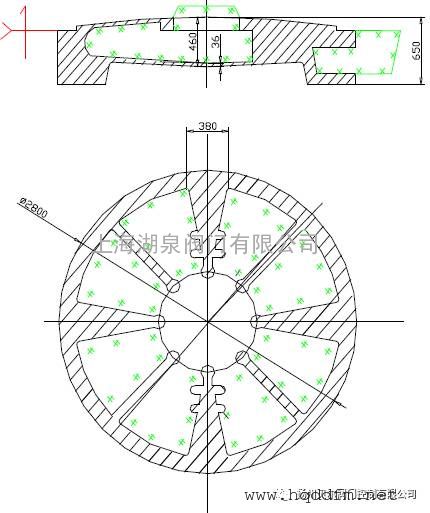
(1)此碟阀属园饼形结构,内部空腔由8根加强筋连接支撑,顶部Φ620孔与内腔相通,其余部分均为封闭形状,砂芯难以固定,且易变形,同时对砂芯排气和内腔的清理都带来很大困难,如图1。
图1
(2)铸件壁厚相差很大,*大壁厚处达380mm,*小壁厚只有36mm。铸件凝固时温差较大,收缩不均匀极易产生缩孔、缩松缺陷致水压试验渗水。
二、电动蝶阀工艺方案设计:
1.分型面如图一所示,将有孔的一端放在上箱,中间内腔做一个整体砂芯,芯头适当加长,以方便砂芯的紧固和翻箱时砂芯的稳定,侧面两个盲孔悬臂泥芯芯头长度要大于孔的长度,使整个砂芯重心偏向芯头一侧,确保砂芯固定平稳。
2.采用半封闭式浇注系统,∑F内:∑F横:∑F直=1:1.5:1.3,直浇道用内径Φ120陶瓷管,底部放置两块200×100×40mm耐火砖,以防铁水直接冲击砂模,横浇道底部设置150×150×40泡沫陶瓷过滤网,内浇道用12根内径Φ30陶瓷管通过过滤网底部集水槽均匀连接至铸件底部形成底注式浇注方案,如图2。
图2
(3)上模放置14个∮20型腔通气孔,芯头中间放置一根Φ200砂芯排气孔,在厚大部位放置冷铁激冷,确保铸件实现均衡凝固,利用石墨化膨胀原理取消补缩冒口,以提高工艺出品率,砂箱尺寸3600×3600×1000/600mm,用25mm厚钢板焊接保证足够的强度和刚性,如图3。
图3
三、电动蝶阀过程控制
(1)造型:造型前用Φ50×50mm标准试样检测树脂砂的抗压强度≥3.5MPa,,冷铁及浇道部位重点紧实以确保砂模有足够的强度抵消铁水凝固时产生的石墨化膨胀,并防止铁水长时间冲击浇道部位造成冲砂。
(2)制芯:此砂芯由8根加强筋将整个砂芯分隔成8等分,通过中间空腔连接而成,除中间芯头外没有其它支撑和排气部位,如不能处理好砂芯固定和排气,浇注后将出现砂芯移位和气孔,因砂芯整体面积大,又被分隔成八个部分,必须有足够的强度和刚性,才能确保砂芯起模后不损坏,浇注后不发生变形现象,从而保证铸件壁厚的均匀一致,为此我们特制作了专用芯骨,并用通气绳扎于芯骨之上从芯头引出排气,制芯时确保砂模的紧实度,如图4所示。
图4
(3)合箱:考虑此碟阀内腔清砂因难,整个砂芯涂刷两层涂料,*层刷醇基锆系涂料(波美度45-55),,待*层涂烧干后再用醇基镁系涂料刷第二层(波美度35-45)以防铸件粘砂和烧结,无法清理。芯头部位用三个M25螺杆吊于芯骨主体结构Φ200钢管上与上模砂箱用螺冒固定锁紧并检查各部位壁厚是否均匀一致。
四、电动蝶阀熔炼浇注工艺
(1)用本溪低P、S、Ti优质Q14/16#生铁,按40%~60%比例加入;废钢中严格控制P、S、Ti、Cr、Pb等微量元素,不允许有锈蚀油污存在,加入比例25%~40%;回炉料在使用前须抛丸清理干净,确保炉料的清洁。
(2)炉后主要成份控制:C:3.5-3.65%,Si:2.2%~2.45%,Mn:0.25%~0.35%,P≤0.05%,S:≤0.01%,Mg(残):0.035%~0.05%,在保证球化的前提下,Mg(残)尽可能取下限。
(3)球化孕育处理:采用低镁低稀土球化剂,加入比例1.0%~1.2%,常规冲入法球化处理,一次孕育0.15%覆盖在包底球化剂上,球化完成扒渣后再转包进行二次孕育0.35%,浇注时进行随流孕育0.15%,
(4)采用低温快浇工艺,浇注温度1320℃~1340℃,浇注时间70~80s,浇注时铁水不能断流,浇口杯始终处于充满状态,以防气体和夹杂物通过浇道卷入型腔。
五、电动蝶阀铸件检测结果
1.检测附铸试块抗拉强度:485MPa,伸长率:15%,布氏硬度HB187。
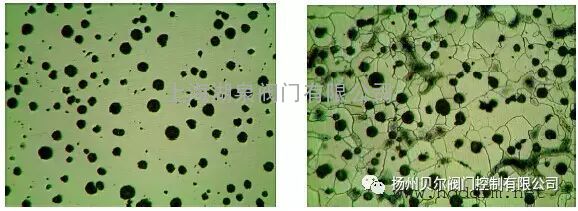
2.球化率95%,石墨大小6级,珠光体35%,金相组织见图5。
3.重要部位UT、MT二级探伤未发现可记录缺陷。
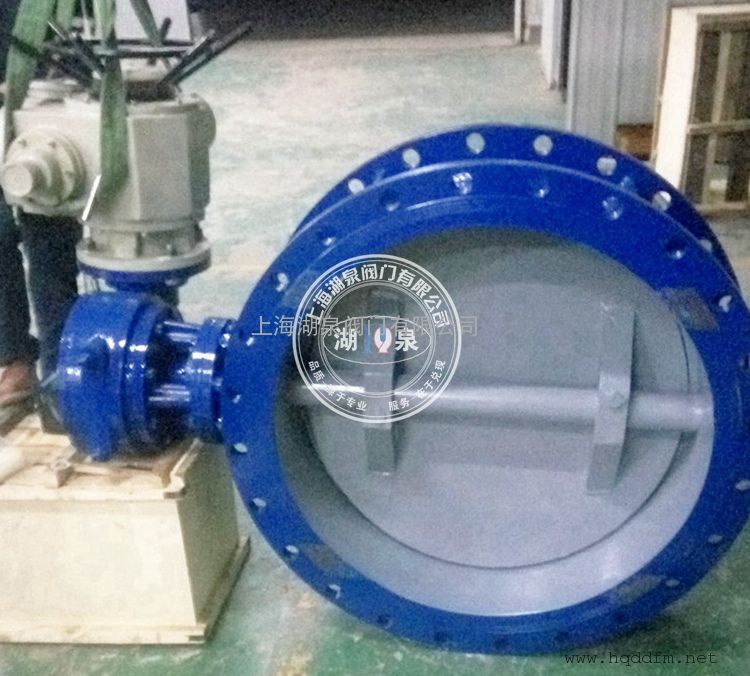
4.外观平整光洁(见图6),无夹砂、夹渣、冷隔等铸造缺陷,壁厚均匀,尺寸符合图纸要求。
5.加工后进行20kg/cm2水压测试未出现渗漏现象。
腐蚀前金相(100×)腐蚀后金相(100×)
图5
图6铸件外观
六、结束语
针对此电动碟阀的结构特点,着重从工艺方案设计、砂芯的制作和固定及锆系涂料的使用方面解决了中间大砂芯不稳定易变形及清砂困难的问题,用通气绳和芯头中间设置排气孔避免了铸件产生气孔的可能,从炉料控制、浇道系统引用泡沫陶瓷过滤网和陶瓷内浇道技术保证了铁水的纯净,经过多次孕育处理确保了铸件金相组织和各项综合性能都达到了客户的标准要求。
 扫一扫,手机浏览
扫一扫,手机浏览